Preconditioning shrimp feeds, Part 3
Conditioning and water stability
While the aquafeed industry in Asia uses double- and triple-pass conditioners, feed manufacturers in the Americas – with the exception of a few countries like Ecuador – have relied more on short-term, single-pass conditioners. The aquafeed industry in the latter region is relatively young, and its mills were designed to manufacture broiler and swine feeds. However, with the growth of aquaculture, more feed mills are making changes to support it.
Modifications for shrimp feeds
These changes include the understanding that shrimp-feed processing requires very finely ground ingredients (less than 5 percent in Tyler 60 mesh screen) and die specifications with compression ratios of 20 to 22, not the 12 to 14 ratios commonly used in swine and broiler diets. More importantly, low production rates are required, because of die specifications and conditioning.
Single-pass conditioners
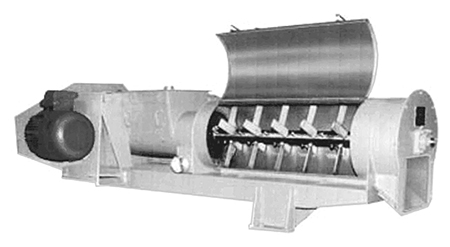
Several feed-processing trials were carried out at a feed plant to determine the effects of preconditioning and post-pellet conditioning on water stability of the finished feed. Pellets used in a trial of single-pass conditioning were manufactured using a pellet mill with a die hole diameter of 2.4 mm and compression ratio of 20.8 (2.4mm x 50 mm standard, no relieve). Fig. 1 shows an example of a single-pass conditioner.
Data for the 35 percent-crude-protein shrimp formula produced with a single-pass conditioner (5 seconds dwell time) is presented in Table 1. Steam pressures were 1 and 2 kilogram per cm2 (14.22 and 28.44 psi, respectively).
The water stability of pellets with and without post-conditioning was measured by placing hot pellets as they came out of the die in a Styrofoam container of water for five minutes. Water stability was measured as the percent of dry matter left after four hours of immersion. Values of 80 percent were considered good, and greater than 90 percent was excellent.
Bortone, Effects of preconditioning in a single-pass conditioner, Table 1
| Processing Parameter | 1 kg/cm2 Pressure | 2 kg/cm2 Pressure |
|---|---|---|
| Production rate (mt/hour) | 2.6 | 2.6 |
| Particle size (%, Tyler 60 mesh) | 18.5 | 18.5 |
| Particle size (%, Tyler 60 mesh) | 95.0 | 95.0 |
| Conditioning mash temperature (° C) | 92.0 | 95.0 |
| Mash moisture (%) | 15.3 | 14.7 |
| Post conditioning temperature (° C) | 95.0 | 94.0 |
| Water stability, w/o post-conditioning (%) | 75.2 | 68.0 |
| Water stability, w/post-conditioning (%) | 92.8 | 92.2 |
Results
At the higher steam pressure, conditioned mash and pellet temperatures coming out of the die were higher (95 vs. 92 degrees-C and 98 vs. 95 degrees-C) than at 1 kilogram per cm2. The higher pellet temperature, due to lower moisture content and higher friction as the pellets exited the die, was responsible for the higher post-conditioning temperatures achieved (95.0 vs. 94.0 degrees-C).
conditioning on the water stability of shrimp feed.
In contrast, water stability was higher for pellets produced without post-conditioning at lower pressure (75.2 vs. 68.0 percent). Water stability for post-conditoned pellets was substantially higher than for pellets cooled right after exiting the die at the same pressure. However, there was no difference in water stability for post-conditioned pellets at either of the pressures tested.
These results showed that post-conditioning should be considered when double-pass conditioners are not available. Single-pass conditioners can produce decent results, if good processing conditions with over 90 degrees-C mash conditioning are achieved, and post-pellet cooking is available.
Double-pass conditioners
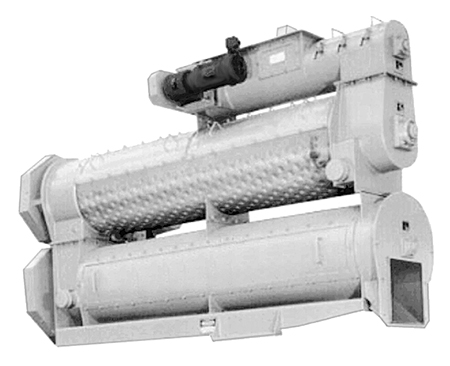
A better alternative to single-pass conditioners is the double-pass conditioner (Fig. 2). Many poultry and swine operations are turning their attention to double-pass conditioners as a way to increase pellet durability and digestibility, and reduce harmful bacteria.
The disadvantage of double-pass conditioners is reduced mixing ability when speed is reduced or the paddle configuration is changed to increase dwell time. One manufacturer has overcome this dilemma by using double agitators that rotate at differential speeds to maintain adequate mixing and long dwell times in a design known as the double-differential conditioner.
Conditioner comparison
A comparison between double-pass and single-pass conditioners determined the effects of retention time on the water stability of shrimp feed (Table 2). Die specifications (2.4 mm x 50-mm working area, high-chrome die, and closed-end, corrugated roller shells), formula (35 percent-protein wheat flour), and processing conditions were maintained equal. Two identical pellet mills were operated at the same die speed side by side. Post-pellet conditioning of five minutes was tested for feed from both conditioners.
Bortone, Effects of long preconditioning time and post-pellet cooking, Table 2
| Processing Parameter | Double-Pass Conditioning | Single-Pass Conditioning |
|---|---|---|
| Conditioned mash moisture (%) | 15.7 | 12.9 |
| Conditioned mash temperature (° C) | 97.5 | 82.4 |
| Steam pressure (psi) | 21.3 | 21.3 |
| Particle size (%, Tyler 60 mesh) | 17.8 | 17.5 |
| Efficiency (mt/hour) | 1.7 | 1.7 |
| Pellet temperature exiting die (° C) | 94.5 | 90.5 |
| Post-conditioning temperature (° C) | 90.4 | 87.5 |
| Water stability, after cooler (%) | 73.0 | 62.6 |
| Water stability, after post-conditioning | 92.6 | 79.5 |
Results

The double-pass conditioner achieved higher mash-conditioning temperatures than the single-pass machine (97.5 vs. 82.4 degrees-C), and mash moisture was higher (15.7 vs. 12.9 percent), as well. These results clearly corroborated the advantage of dwell time on mash temperature and moisture.
As residence time increases, the steam has more time to condense and transfer its energy to the product. The improvement in mash conditioning also resulted in better water stability for the double-pass product than that from the single-pass conditioner (73.0 vs. 62.6). However, higher water stability results were obtained by post-conditioning the hot pellets (92.6 vs. 79.5 percent).
Industrial application
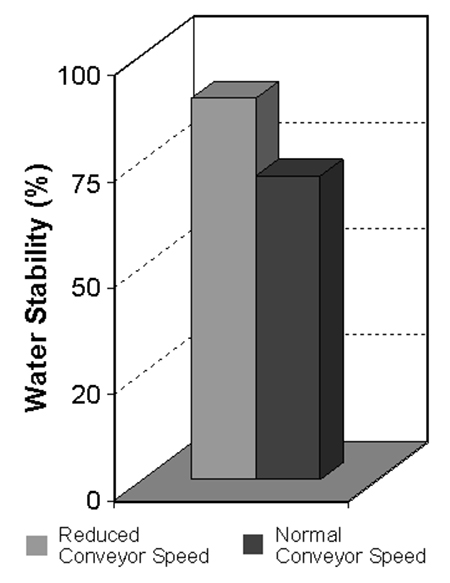
Post-conditioning showed a marked improvement in water stability. Therefore, the drag conveyor that takes the pellets to the dryer was slowed down with a frequency converter to give at least three minutes of retention time. Production runs of 20 metric tons (MT) were scheduled to evaluate the effect of slowing down the conveyor and simulating post-conditioning. At a production rate of 1.7 MT per hour, 20 samples per run on a 12-hour production period were tested for water stability.
As expected, the post-conditioned pellets exhibited higher water stability than those collected with the conveyor at normal speed or no post-conditioning (89.5 vs. 71.3, respectively; Fig. 3). The temperature of the post-conditioned pellets before entering the cooler was 90.4 degrees-C.
Improving water stability
Why is water stability improved with post-conditioning? In both processing trials, post-conditioning was accomplished by just keeping the pellets warm, at their own temperature, for a determined period of time. This had two positive effects.
First, the pellets were not subjected to sudden changes in temperature that cause the pellets to contract rapidly. This sudden contraction can cause microscopic cracks that become avenues for water penetration and result in poor water stability. In contrast, post-conditioning is a slow cooling process that allows the contraction to occur very slowly. It permits particles to come together in a tight structure.
Second, post-conditioning provides the means for further cooking of the starches, which in turn improves water stability. The degree of starch gelatinization is dependent on time and temperature. In this case, more time is provided at a constant pressure.
Pellet maturation
To illustrate the effect of maturation (or pellet curing), the same pellets collected in the first study were subjected to water-stability analysis after a week of normal warehouse storage conditions (Fig. 4). The results were interesting, as the pellets subjected to normal cooling had improved water stability. Similarly, pellets subjected to post-conditioning had also improved, although to a lesser extent.
Conclusion
Adequate mash preconditioning in combination with proper post-pellet cooking can significantly improve the water stability of shrimp feed, when compared to feeds produced by preconditioning alone. Asian manufacturers of shrimp feed have commonly adopted this process. Their system typically consists of an enclosed horizontal conveyor where steam can be added.
(Editor’s Note: This article was originally published in the February 2002 print edition of the Global Aquaculture Advocate.)
Now that you've reached the end of the article ...
… please consider supporting GSA’s mission to advance responsible seafood practices through education, advocacy and third-party assurances. The Advocate aims to document the evolution of responsible seafood practices and share the expansive knowledge of our vast network of contributors.
By becoming a Global Seafood Alliance member, you’re ensuring that all of the pre-competitive work we do through member benefits, resources and events can continue. Individual membership costs just $50 a year.
Not a GSA member? Join us.
Author
-

5416 Lafayette Lane
Frisco, Texas 75035 USA
Related Posts

Health & Welfare
A case for better shrimp nutrition
Shrimp farm performance can often be below realistic production standards. Use proven nutrition, feeds and feeding techniques to improve profitability.

Responsibility
A helping hand to lend: UK aquaculture seeks to broaden its horizons
Aquaculture is an essential contributor to the world food security challenge, and every stakeholder has a role to play in the sector’s evolution, delegates were told at the recent Aquaculture’s Global Outlook: Embracing Internationality seminar in Edinburgh, Scotland.

Health & Welfare
A holistic management approach to EMS
Early Mortality Syndrome has devastated farmed shrimp in Asia and Latin America. With better understanding of the pathogen and the development and improvement of novel strategies, shrimp farmers are now able to better manage the disease.

Aquafeeds
A look at India’s fish feed industry
India's fish-farming industry makes limited use of modern feeds, providing potential for the feed sector to grow. Commercial feeds are predominantly used for pangasius farming, followed by a rising popularity in carp culture.