Recirculation technologies in Norwegian aquaculture
Interest is increasing for fresh water salmon smolt farms
In 1998 the production of salmonids in Norwegian fish farms exceeded 300,000 metric tons (MT). Atlantic salmon (Salmo salar) is by far the most important, accounting for more than 90 to 95 percent of the total production. However, the production of rainbow trout (Oncorhynchus mykiss) has increased considerably over the last three to four years. Typically, 90 to 95 percent of the total production is exported. Although the production of salmonids has shown a considerable increase over the years (Table 1), marine species like turbot (Scophthalmus maximus) and halibut (Hippoglossus hippoglossus) have not yet reached significant production volumes.
In 1997, the number of public permits (licenses) for salmonids production was 316 for freshwater smolt farms, and 820 for marine grow-out farms, mainly open sea cages. In 1995, there were 46 permits for arctic char (Salvelinus alpinus), 48 for halibut, 2 for turbot and 19 for European eel (Anguilla anguilla). Some of these permits are not yet in use. In addition, there are some 50 freshwater farms for salmon and brown trout restocking. In Norway, the production of freshwater fish for consumption is however very limited (less than 500 MT per year). This is at least partly due to the very strict environmental regulations, introduced in order to minimize the risk for eutrophication of fresh water resources, disease transfer to wild fish stocks, and runaway fish making a possible genetic impact on wild fish stocks.
Eikebrokk, Export figures for Norwegian aquaculture, Table 1
| Year | Atlantic Salmon | Rainbow Trout | Total |
|---|---|---|---|
| 1988 | 68,540 | 4,058 | 75,598 |
| 1989 | 98,988 | 1,336 | 100,324 |
| 1990 | 111,299 | 1,049 | 112,348 |
| 1991 | 131,667 | 3,266 | 134,933 |
| 1992 | 132,453 | 3,825 | 136,278 |
| 1993 | 142,548 | 4,625 | 136,278 |
| 1994 | 196,194 | 11,958 | 147,173 |
| 1995 | 207,294 | 7,497 | 208,152 |
| 1996 | 238,115 | 14,813 | 214,791 |
| 1997 | 261,555 | 22,054 | 208,152 |
| 1998 | 282,914 | 33,461 | 316,375 |
Growing interest in recirculation
Significant availability of good quality fresh and saline water in Norway has undoubtedly contributed to the fact that recirculation has been considered uneconomical. To our knowledge, no recirculation systems are currently in use for salmonids grow out in seawater, and less than 1 percent of the about 130 million salmon smolts produced per year are grown in recirculation systems. Over the last few years, however, there has been a growing interest for recirculation technology for a number of reasons:
- Less availability of water resources with good and stable quality, due to an increased number of water users and an increased demand for the best water resources.
- The demand for smolts in Norwegian salmon farming industry is increasing substantially, and the salmon grow out farmers ask for early deliveries and larger smolts. For the smolt farmer, this may imply higher biomass production from the same available amount of water. To cope with the corresponding need for increased stocking densities and reduced specific water consumption rates, recirculation is considered a relevant solution.
- The environmental regulations have created a need for effluent water treatment technology, for systems able to reduce specific water consumption rates, and thus also for recirculation technologies
- The production of marine species (at the larval stage) has shown benefits in terms of increased growth and survival as a result of biologically treated, “conditioned” or “maturated” water with a wellbalanced microbial quality.
- There is a growing interest for small-scale fish farms among Norwegian farmers and landowners in rural areas with available and appropriate fresh water resources. Due to the very strict environmental regulations in some inland areas with the corresponding need for effluent treatment in terms of particle separation and also disinfection, water conservation and recirculation technologies are considered the best solutions in many cases.
Recirculation in the Norwegian aquaculture industry
Until now, most of the production in closed fish farms in Norway has taken place in single-pass, flow-through systems. The main reason for interest in recirculation technologies has been the demand for reduced (not necessarily minimized) water consumption rates, increased biomass production per unit volume of water, and more economically viable effluent treatment solutions to cope with the environmental issues related to particle separation and disinfection requirements.
There is more interest for semi-closed, “improved flow through” systems, than for traditional, closed recirculation systems with extreme recirculation rates and centralized water treatment units. Norwegian fish farmers do not think highly of the latter systems, and so, the development of recirculation technologies has mostly occurred at research institutions. Further, there is a drive towards local and complete recirculation solutions for each fish tank or a limited number of tanks (“tank-internal” recirculation).
In “tank-internal” recirculation systems the fish tank is utilized as the first particle separation unit. This is possible by means of effluent flow splitting where the water to be recirculated is taken from a standpipe located in the center of the tank and perforated in the upper part only. This water contains relatively small amounts of particles. The water flowing through the bottom screen is treated in a transparent swirl separator, which is also used for visual control to avoid excessive feeding.
After swirl separation, disinfection is incorporated, if required. Normally UV-disinfection is considered the best solution, if water quality is acceptable (low UV absorbance and low suspended solids concentrations < 5 mg SS per L). This is to avoid enmeshment of microorganisms in particles, UV-light blockage and shadow effects. Further, biofiltration is required to reduce biofilm growth potential in UV aggregates, pipes and surfaces.
Existing and developing recirculation technologies
At present, five or six companies offer what may be called “Norwegian recirculation technologies.” These companies are typically small and have fewer than 10 employees. Some of these companies are described below.
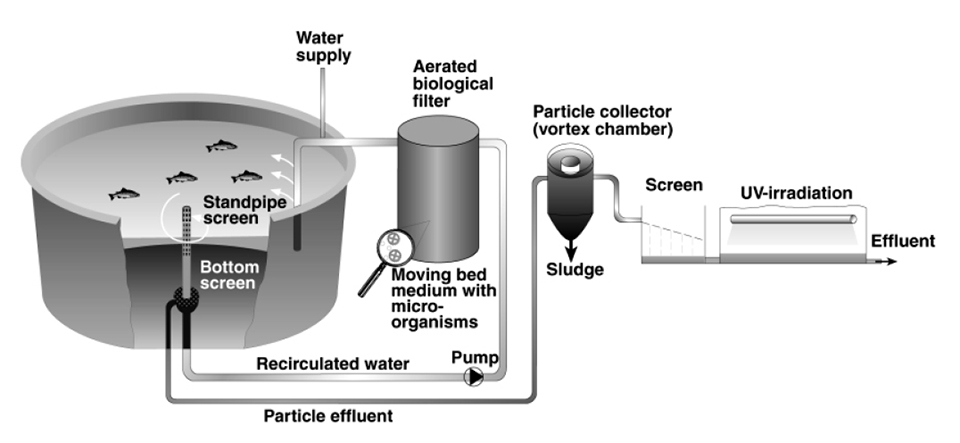
BIOFISH
In 1982, SINTEF developed a recirculation system (BIOFISH) for use in separate tanks (“tank internal”) or a small group of tanks (Fig. 1). The technology has been further developed and tested. The system uses simple effluent splitting, where relatively particle-free water is collected from the upper part of a standpipe located in tank center. This water is recirculated through a combined aeration and biofilter unit. A moving bed biofilter is used (Kaldnes Miljöteknologi, KMT), where the suspended biofilm carriers are small plastic cylinders with an internal cross and outside “wings” to simplify biofilm attachment and increase the area available for biofilm growth.
Gas transfer is performed by means of a combined Venturi and ejector type unit located on the pipeline in the top section of the biofilter box. Air (or oxygen) is released inside the biofilter. Thus, airlift contributes to biofilter media movement. The water discharged through the bottom screen contains most of the faeces and waste feed particles. This flow is discharged through a narrow pipe designed for self-cleaning, to a transparent swirl separator used for particle collection and feeding control. If required, this flow is then micro-screened and disinfected (UV). The reason for the local or “in-tank” recirculation concept is to obtain more flexible and independent operation of every single tank, simplified control of disease transfer from tank to tank, rapid and effective particle separation with a minimum of particle break-up and erosion, and improved control/avoidance of overfeeding.
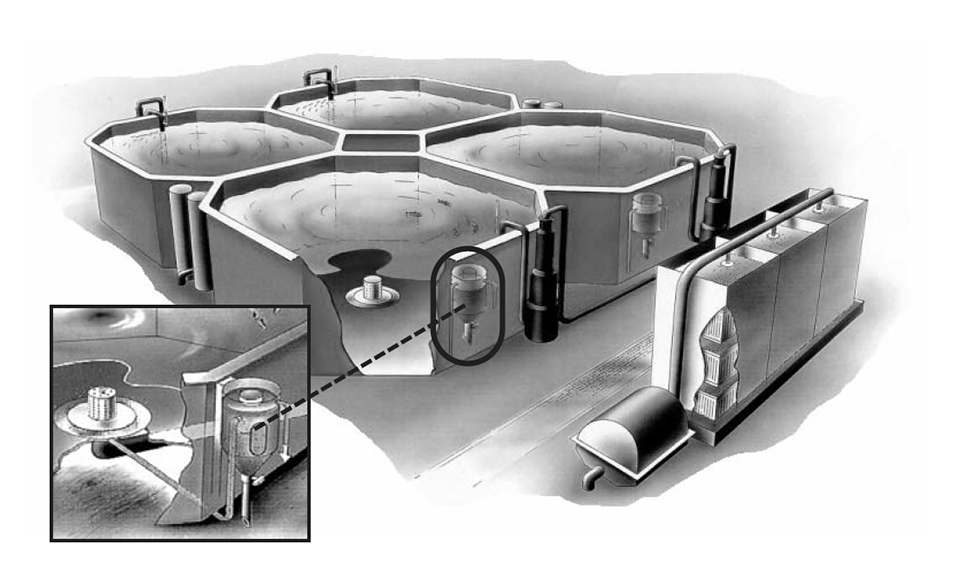
ECO-RECIRC
A similar system, ECO-RECIRC, is built by another company, Aqua Optima (Fig. 2). However, this system, is based upon a unique particle trap unit (ECO-TRAP), originally developed by SINTEF in the early 1990s and commercialized by Aqua Optima (Fig. 2). ECO-RECIRC uses effluent flow splitting by means of the particle trap system located at the bottom center of the fish tank. Water is collected from the perforated part of the particle trap unit a short distance above the tank bottom, while the effluent water, including most waste feed and faeces is discharged through the small spacing formed between the tank bottom and the particle trap plate. ECO-RECIRC uses a low-pressure oxygen saturator. A traditional trickling biofilter is used, with fixed media (“Honeycomb”) in the form of blocks of hexagonal vertical tubes, and a rotating spray bar for influent water distribution.
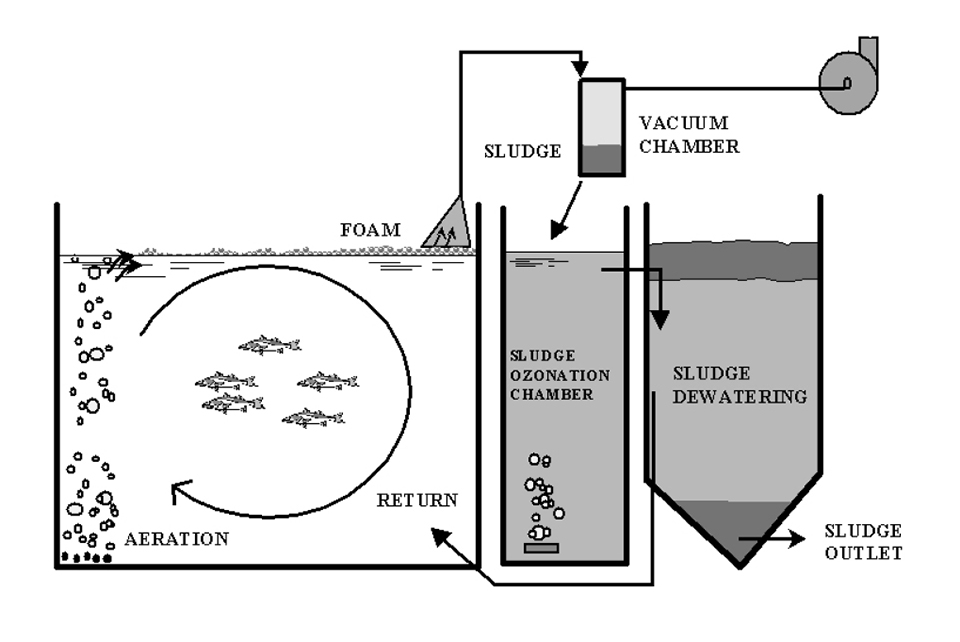
SUN-Fish
A system that deviates from the principles of local and independently operated recirculation units, flow splitting and feeding control based on local swirl separators is shown in Fig. 3. This technology (SUN-Fish) is used for culture of marine species, mainly turbot, and is more like traditional, closed-recirculation systems. Mass balance calculations from turbot production showed that 74 percent of the dry matter added as feed was metabolized by the fish, 8 percent was removed in the biofilter, and 18 percent was removed through foaming and skimming. For flatfish, up to 9 shelves are used in the fish tanks to increase the area available for fish, and thus increase the efficient production volume. For growing halibut (0.1 to 1 kg) and turbot (0.1 to 2.5 kg), a new 2,000 cubic meter farm was built in Western Norway in 1998 (Fig. 7). This farm uses the BIOFISH (“tank internal” recirculation) with dual outlet and moving bed biofilter. Since late 1998, mostly turbot has been produced at this farm, using heated effluent (16 to 18 degrees-C) from a nearby factory.
Recirculation systems performance – an example
Available data on recirculation systems performance in commercial operation are very limited. As an example, however, performance data from a six-month testing and documentation period at a commercial farm (Bandaksmolt AS) using BIOFISH recirculation technology (Fig. 1) for the production of Atlantic salmon smolts are presented. In the test, 7.5 cubic meter tanks were used, and microscreening and UV disinfection units were used for further treatment of the effluent water. This design met the strict regulations for effluent discharge to inland freshwater river systems.
Production data and water quality data from this test are presented in Tables 2 and 3, respectively. TAN concentration averaged 2.8 milligrams per liter, with a maximum value of 7.8 milligrams per liter. We felt the start-up period for nitrification was very long, exceeding the six to eight weeks (at 10 degrees-C) normally reported in the literature. Alkalinity was low (< 0.1 mmol per liter), which may have contributed to the prolonged start-up period for nitrification. Other probable factors are the very smooth surface of the suspended KMT carriers, and the corresponding delay in biofilm establishment.
Eikebrokk, Production data from testing of BIOFISH, Table 2
| Parameter | Unit | Value |
|---|---|---|
| Tank volume | m3 | 7.5 |
| Period | days | 140 |
| Average weight (start-end) | g | 45-257 |
| Mean specific growth rate | % bw/day | 1.27 |
| Maximum stocking density | kg/m3 | 88 |
| Specific water consumption rate (at maximum biomass) | L/min/kg | 0.018 |
| FCR (kg dry feed/kg growth wet weight) | – | 0.81 |
Eikebrokk, Water quality data from testing of BIOFISH, Table 3
| Parameter | Unit | Average | Max | Min |
|---|---|---|---|---|
| Temperature | ° C | 12.7 | 15.1 | 7.8 |
| Oxygen | mg O2 /L | 8.7 | 13.9 | 5.8 |
| pH | 5.8 | 6.6 | 4.6 | |
| Ammonia - N (TAN) | mg N/L | 2.8 | 7.8 | 0.8 |
| Nitrite - N | mg N/L | 0.2 | 0.6 | 0.02 |
| Nitrate - N | mg N/L | 3.3 | 8.3 | 0.8 |
Particle removal
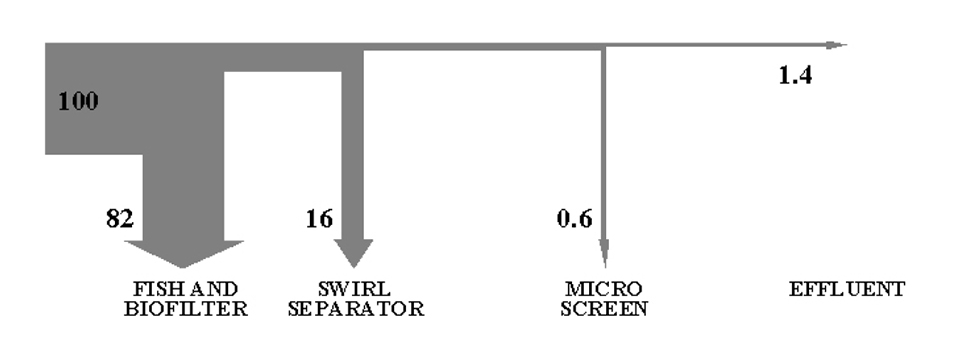
Effective particle removal from the effluent is very important to ensure that the UV disinfection process is effective. High content of particles may result in encapsulating and shadow effects, and thereby reduce the efficiency of the disinfection process. Efficient particle removal is also important regarding nutrient discharge in effluents. Based on an intensive sampling program with strict control of factors like feed and water flows over a given period of time, a mass balance was calculated for suspended solids (SS), organic matter (COD), total phosphorus (Tot–P) and total nitrogen (Tot-N). A suspended solids (SS) mass balance on a dry matter basis is shown in Fig. 8.
The mass balance calculation is based on the fact that the only net input of suspended solids (SS) to the system is feed. The dry matter given as feed was set to 100 percent and the other figures were calculated relative to this. As shown in Fig. 4, most of the SS leaving the fish tank (feces and surplus feed) was removed in the swirl separator. Approximately 1.4 percent of the dry matter added as feed was discharged in the effluent as SS. For COD, tot-P and tot-N, the corresponding figures were 4.8 percent, 12 percent and 43 percent, respectively. With UV disinfection after micro-screening (40 mm), more than 99.9 percent reduction of the total bacteria count (CFU) was documented.
Summary and conclusions
The use of recirculation technology is currently very limited in Norwegian aquaculture. No sea farms use recirculation for Atlantic salmon grow-out. In fresh water, less than 1 percent of the total annual production (~ 100 million smolts) is produced in recirculated systems. The interest in recirculation is increasing, mainly for fresh water salmon smolt farms, small-scale farms for fresh water species, and fry and grow-out farms for marine species (halibut, turbot, etc).
“Tank-internal,” semi-closed and simplified recirculation concepts have the greatest application potential in Norway. Several of these may be described as “improved flow through systems” aimed at reducing – rather than minimizing – water consumption rates. These technologies include independent and local water treatment and recirculation units connected to every fish tank, or small group of tanks, and utilize to a great extent effluent flow splitting (dual outlet), swirl separation for particle removal and feeding control, and novel biofilm and gas transfer techniques.
(Editor’s Note: This article was originally published in the June 2000 print edition of the Global Aquaculture Advocate.)
Now that you've reached the end of the article ...
… please consider supporting GSA’s mission to advance responsible seafood practices through education, advocacy and third-party assurances. The Advocate aims to document the evolution of responsible seafood practices and share the expansive knowledge of our vast network of contributors.
By becoming a Global Seafood Alliance member, you’re ensuring that all of the pre-competitive work we do through member benefits, resources and events can continue. Individual membership costs just $50 a year.
Not a GSA member? Join us.
Authors
-

Research Director
Dept. of Water and Waste Water
SINTEF Civil and Environmental Engineering
Professor
Dept. of Hydraulic and Environmental Engineering,
Norwegian University of Science and Technology (NTNU)
N-7034 Trondheim Norway
-
Research Scientist
Dept. of Water and Waste Water
SINTEF Civil and Environmental Engineering
Related Posts

Responsibility
In search of social license, new land-based aquaculture ventures confront a familiar foe: NIMBY
Recirculating aquaculture systems in theory solve many environmental impact issues, yet they're not immune to NIMBY (not in my backyard).

Intelligence
Norwegian land-based salmon farmer finds Maine open for business
Nordic Aquafarms will be bringing something to Maine that’s new to the state: a salmon farm that operates on land. When complete, it will be one of the largest such facilities in the world.

Health & Welfare
Emerging trends in salmonid RAS, part 1
The benefits realized by recirculating aquaculture systems – including enhanced fish growth, product quality and survival, as well as reduced treatment costs – have made the RAS approach an important production trend.

Health & Welfare
New Norwegian RAS farm produces salmon smolts
The Fjordsmolt RAS farm applies a relatively simple, low-cost design to produce millions of salmon smolts per year in fiberglass tanks.