The aquafeed pelleting process
Post-pellet cookers or post-conditioners
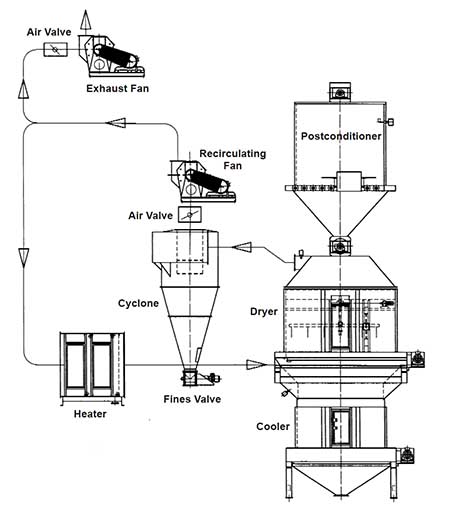
When feed pellets exit the die of a pelleting mill, they are moved to a post-pellet cooker or post-conditioner. In this chamber, the pellets are allowed to set or mature prior to being exposed to the cooling or drying units. This increases the degree of starch gelatinization, which in turn can substantially improve the water stability of pellets.
Postconditioned shrimp feed formulas with at least 30 percent starch, low fiber, and natural binders like wheat gluten can have the same or higher water stability than pellets produced with formulas that include synthetic binders. The use of natural binders can provide substantial savings for feed producers and make feeds more environmentally friendly.
Post-conditioning process
As pellets exit the pellet mill, they are hot (90 degrees-C or more) and contain 16 to 17 percent moisture. As the term conditioner implies, the postconditioner unit keeps the pellets hot and humid for up to 20 minutes, allowing the pellets to cool slowly. This is important because the pellets have some degree of expansion and shrink as they cool.
When pellets shrink, the particles within close together to form a tight structure, which creates a network that increases the binding of adjacent starch granules and other particles, including protein. The matrix formed during the conditioning process and the increased starch gelatinization increase pellet water stability and hardness.
In contrast, pellets exposed to immediate cooling or drying upon exiting the die can crack. These cracks create weak points that reduce pellet strength, which can increase fines and cause poor water stability.
Vertical conditioners
Postconditioners can be oriented vertically or horizontally. Vertical units can be as simple as a tower-type cooler that has been sealed and insolated to trap the heat and moisture of the pellets. Other vertical postpellet cookers are cone-shaped holding bins with a rotary valve to hold the pellets for the required period of time. For this type of equipment, it is important to have walls with angles of at least 60 degrees to maintain pellet flow. Commercial units are equipped with a steam system to further raise temperature and moisture in the containment chamber.
The major disadvantage of vertical units is pellet bridging and compaction. Residence time in these units is dependant on the volume it can hold. Therefore, if a pellet mill has a capacity of 2 metric tons (MT) per hour, and the ideal dwell time in the postconditioner is 10 minutes, the unit must be sized to hold at least 400 kg of pellets. The compaction becomes more serious as the dwell time increases, due to pellet weight as the layers are built up in the postconditioning chamber.
Horizontal conditioners
The most common type of postpellet conditioner is the horizontal. It can be a chain conveyor, a drag conveyor, or a modified horizontal cooler or dryer that has been insolated to form a chamber. To control the residence time, a frequency converter is added to control the speed of the conveyor and the bed depth. These units can be equipped with heating coils or steam injection nozzles.
The major advantage of these units is their gentle handling of pellets. The major disadvantage is that they have many moving parts – requiring good preventive maintenance to ensure performance. Depending on the capacity requirements, these units can require large amount of space. If enough height is available, they can be designed to have two or more passes, which considerably reduces the footprint.
Conditioner selection

When selecting a post-pellet conditioner, the amount of available space, current capacity requirements, and future expansion must be considered. In addition, note how gently the equipment handles the pellets. Avoid systems that have moving arms that steer the pellets or drop-bottom flaps that can damage the product. Access to the unit is critical, as the equipment must have access doors or removable panels to permit inspection and sanitation.
Sanitation is critical since the high temperature and moisture levels in the post-conditioner provide the right environment for most thermophilic bacteria and fungi, which can contaminate the shrimp pellets. Finally, because the hot and humid environment can lead to corrosion, it is advisable to have most parts made of stainless steel.
Recommendations
- In horizontal units, maintain a bed depth of at least 15 cm.
- Pellet temperature in the chamber should be greater than 90 degrees-C.
- Residence time, temperature, and moisture in the chamber should be optimized for each unit. Optimum conditions can be achieved by plotting water stability versus dwell time, maintaining constant temperature, bed depth, and pellet throughput.
For set conditions, this will yield the minimum residence time required to achieve the target water stability and pellet quality. As pellet capacity increases, more dwell time is required in the post-pellet cooker. Similarly, as the die wears or loses compression, the dwell time in the postconditioner must increase.
- Keep postconditioners well sanitized, removing residues daily. If possible, install steam heat coils in the unit to elevate the temperature in the chamber, dry out residues, and reduce the moisture that can lead to growth of harmful bacteria and fungi.
(Editor’s Note: This article was originally published in the August 2002 print edition of the Global Aquaculture Advocate.)
Now that you've reached the end of the article ...
… please consider supporting GSA’s mission to advance responsible seafood practices through education, advocacy and third-party assurances. The Advocate aims to document the evolution of responsible seafood practices and share the expansive knowledge of our vast network of contributors.
By becoming a Global Seafood Alliance member, you’re ensuring that all of the pre-competitive work we do through member benefits, resources and events can continue. Individual membership costs just $50 a year.
Not a GSA member? Join us.
Author
-

5416 Lafayette Lane
Frisco, Texas 75035 USA
Related Posts

Aquafeeds
A look at protease enzymes in crustacean nutrition
Food digestion involves digestive enzymes to break down polymeric macromolecules and facilitate nutrient absorption. Enzyme supplementation in aquafeeds is a major alternative to improve feed quality and nutrient digestibility, gut health, compensate digestive enzymes when needed, and may also improve immune responses.

Aquafeeds
A look at the SME controlled extrusion process
A study was conducted using a Twin-Screw Extruder equipped with Specific Mechanical Energy (SME) and Density Control valves, to determine the effect of SME on the water stability of shrimp feeds. Further research is needed to evaluate the performance.

Aquafeeds
Best practices for optimum shrimp feeds
Producing a consistent shrimp feed pellet requires that all ingredients are processed properly and monitored through proper in-line quality assurance.

Aquafeeds
Biosecurity protocols needed for shrimp feeds, feeding practices
Shrimp aquafeeds – live, fresh or formulated – should not be an entry point of potential pathogens to the shrimp and/or to their culture systems.