Bioeconomics of greenhouse recirculating systems for tilapia production
Data gathered from model facility in Louisiana

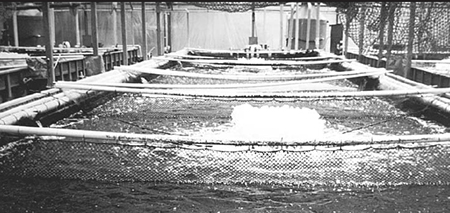
In the state of Louisiana, USA, several tilapia growers have developed greenhouse-enclosed, green-water recirculating systems that have been shown to be cost-competitive when compared to other grow-out approaches currently in use throughout the U.S. (Lutz and Roberts 1997). These systems utilize net pens suspended within lined rectangular growing tanks constructed of treated lumber (Lutz 1996) to facilitate concurrent batch stocking and harvesting (Summerfelt et al. 1993), allowing physical isolation of specific size groups within a system.
Due to high levels of nitrogen and phosphorus in conjunction with daily exposure to sunlight, these systems provide substantial nutritional supplementation through algal production and associated filter feeding. Data from three Louisiana tilapia greenhouse facilities with similar construction and operational procedures were compiled to allow an economic characterization of this particular approach to tilapia production. This economic model has subsequently been refined to allow for evaluation of potential economic benefits from reduced filtration costs or superior production stocks.
Model facility and baseline budget
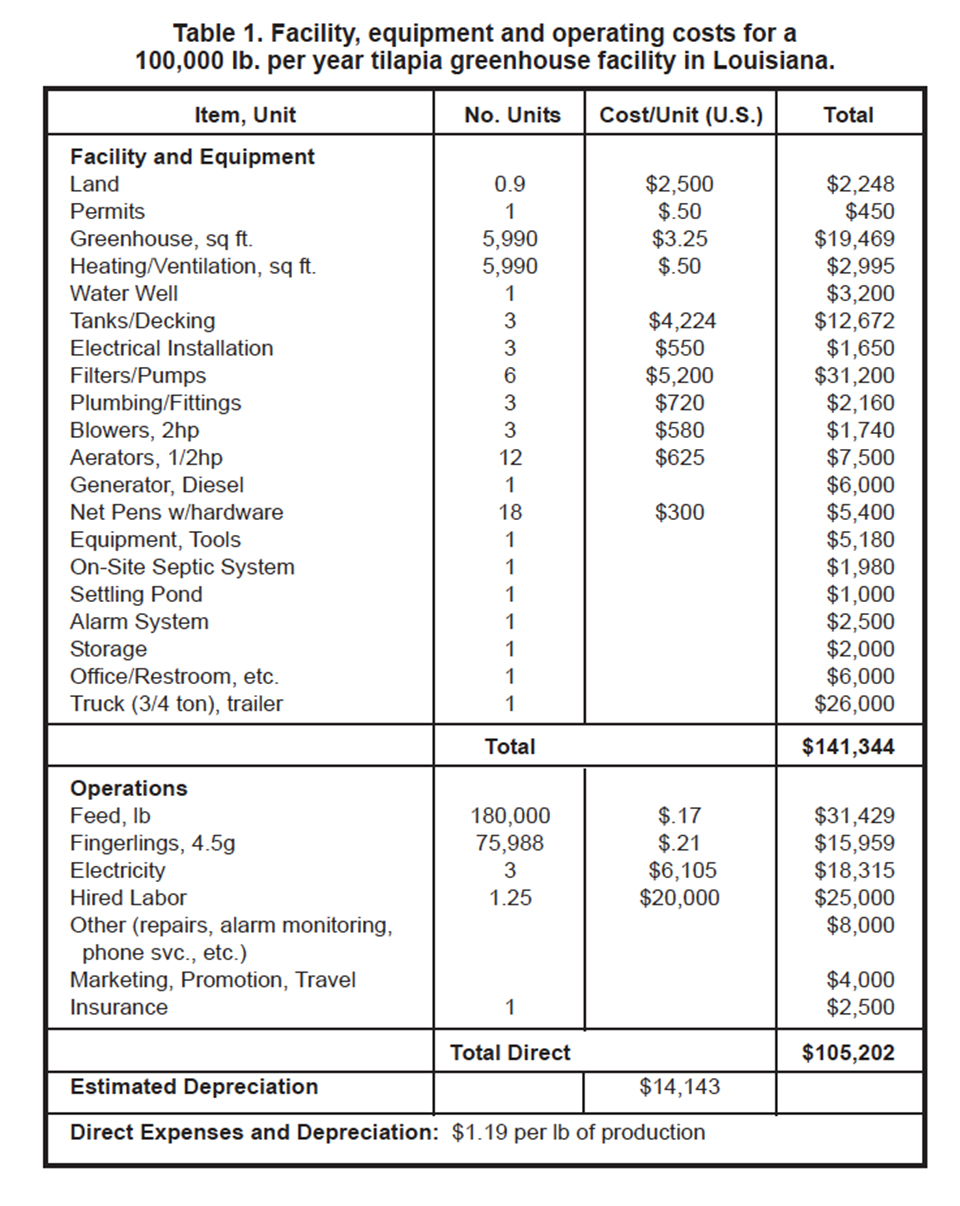
A model greenhouse tilapia facility, based on Louisiana grower systems, has been analyzed and refined over a number of years. “Baseline” development and operating budgets (Table 1) were prepared to reflect costs and returns associated with an annual production of 100,000 pounds (approx. 45 metric tons). Larger facilities have reduced production costs through economies of scale, both in model simulations (Lutz and Roberts 1997) and in real-world production in Louisiana systems (Lutz, unpublished data).
![Ad for [BSP]](https://www.globalseafood.org/wp-content/uploads/2025/07/BSP_B2B_2025_1050x125.jpg)
Facilities
The presentation includes reasonable expectations of labor, management and capital contributed by owner operators. The model facility is based on three 16-foot-wide by 80-foot-long by 5-foot-deep grow-out tanks, constructed of treated lumber, insulation board and a 40-mil liner.
Land requirements total 0.9 acres, based on 150 percent of the required production tank and work area plus 0.5 acres to accommodate delivery and loading access and a sludge-settling pond.
Production tanks and surrounding work areas require a 5,990 ft2 (~ 590 m2) greenhouse for enclosure. A 2-inch well is included to fill and supply daily make-up water to production tanks. New construction of an office and restroom with an on-site septic system, as well as an adjoining storage area, is assumed.
Equipment
Open-top automated air-washed bead filters are used in the model system, based on a patented design developed by one of the cooperating growers. Aeration is accomplished through several means, including the use of airstones suspended at regular (0.3 to 0.5 meters) intervals along tank walls and supplied with forced air from regenerative blowers. Floating vertical pump aerators are also utilized for supplemental aeration. These processes also serve to keep solids in suspension until they can be entrained in mechanical filtration units via perforated drain/suction lines along the base of the tank walls.
A diesel generator sized to operate the entire facility in the event of a power outage is included. Net pens are required for segregating size groups. Equipment requirements include scales, dipnets, a monitoring and alarm system, feeders, an oxygen meter and water quality test kit, telephones, a fax machine, and other necessary items for day-to-day operation. A three-quarter-ton pickup truck and trailer are included for transporting construction materials, equipment, fingerlings, food fish for local sale, and other items as needed.
Costs and profitability
Operating cost estimates for the model facility are based on a feed conversion ratio of 1.8 pounds of 32 percent protein feed (at $340 U.S. per ton: purchased in bags) to 1 pound of tilapia weight gain. Fingerlings are stocked at an average weight of 4.5 grams, with assumed survival of 94 percent to a harvest weight of approximately 1.4 pounds. Grow-out is projected to take 8.5 months on average, with the first fish in a cohort reaching market size during the eighth month and the remainder harvested before the end of the ninth month. Electrical costs reflect $475 per month direct charges and $33.75 “overhead” charges (ventilation, security lighting, etc.) per production tank.
One full-time laborer at $20,000 U.S. annual salary and one quartertime laborer paid at the same rate are required, in addition to owner-operator contributed labor and management. Owner-operators must determine the value of their contributed labor and management on a case-by-case basis. Repairs, alarm monitoring, office operations and related day-to-day expenses are estimated at $8,000. annually, with an additional $4,000 budgeted for marketing, promotion and travel activities. Annual insurance was estimated at $2,500.
Of several factors that directly influence profitability in the greenhouse systems on which the model system is based, growth rate is the most important, followed by feed conversion ratio. Growth rate among cohorts of Nile tilapia grown in Louisiana systems can vary greatly, even within the same strain. Ongoing data collection from Louisiana systems suggests that inadequate nutrition during the first month of life, crowding and restricted feeding prior to a weight of 50 grams can result in reduced growth of Nile tilapia through the remainder of the production cycle (Lutz, unpublished data).
Improving growth
A number of feasible methods are available to improve growth rate of Nile tilapia in these systems over that reflected in the model facility, including more frequent feeding, use of sexreversed or genetically male (GMT) fingerlings, improved grading methods, reduced handling disturbance, more consistent or more digestible diets, and other approaches. Accordingly, the baseline operating budget for the model facility was modified to reflect an increase in growth rate produced by any of these methods, with average time to harvest reduced from 8.5 months to 8 months. In contrast to the baseline growth pattern in which a portion of the cohort was not harvested until month 9, the entire harvest is completed by the end of month 8. The resulting operating budget reflects a substantial improvement in facility productivity and profitability as a result of this moderate improvement in growth performance. Overall, harvests are increased to 113,650 pounds annually. This level of growth improvement has already been exceeded in Louisiana greenhouse systems through the use of genetically male Nile tilapia.
Feed conversion

Observed feed conversion ratios vary considerably in Louisiana greenhouse tilapia systems. Results of feeding comparably-priced rations from different suppliers indicate overall long-term feed conversions may vary from 1.4:1 to 2:1. The extent to which these differences reflect ration effects as opposed to facility or management effects has not yet been determined. In those systems where heavy algal blooms predominate (generally resulting from more emphasis on mechanical than biological filtration) tilapia are observed to actively filter feed throughout the day.
Frequent changes in feed components appear to inflate feed conversion ratios as a result of lag times of several days or more in adaptation of gut bacteria and enzymatic activity. Preliminary data from Louisiana systems suggest these impacts may be minimized by blending remaining feed on hand with each new supply prior to completely switching over. To investigate the impact of feed conversion ratio on system profitability and productivity, the baseline operating budget and cash flow developed for the model facility were altered to reflect a reduction in feed conversion ratio from 1.8:1 to 1.4:1.
The resulting cash flow and operating budget projections also reflect a substantial improvement in facility productivity and profitability, although an improvement of this magnitude in feed conversion ratio would probably be somewhat less easily accomplished than the moderate improvement in growth performance illustrated above. Overall harvests are unchanged from the baseline at 100,000 pounds annually, but cumulative returns to the owner-operator’s labor, management and contributed capital are enhanced appreciably.
Tilapia production based on greenhouse recirculating systems developed in Louisiana has been shown to be cost-competitive compared to other tilapia production methods. Improving growth and feed conversion can markedly affect profitability of operations.
Cited references upon request to author.
(Editor’s Note: This article was originally published in the June 2000 print edition of the Global Aquaculture Advocate.)
Now that you've reached the end of the article ...
… please consider supporting GSA’s mission to advance responsible seafood practices through education, advocacy and third-party assurances. The Advocate aims to document the evolution of responsible seafood practices and share the expansive knowledge of our vast network of contributors.
By becoming a Global Seafood Alliance member, you’re ensuring that all of the pre-competitive work we do through member benefits, resources and events can continue. Individual membership costs just $50 a year.
Not a GSA member? Join us.
Author
-

Louisiana Cooperative
Extension Service
LSU Agricultural Center
P.O. Box 25100
Baton Rouge, Louisiana 70894 USA
Related Posts
Intelligence
An engineer’s design for a classroom aquaculture-aquaponics system
An aquaponics teaching system was designed, built and operated by students at the University of Arizona, integrating its operation and management into the educational curriculum. This engineering design will require minimum maintenance and will last years.
Responsibility
Aquaculture effluent partially replaces growing mix for plant production
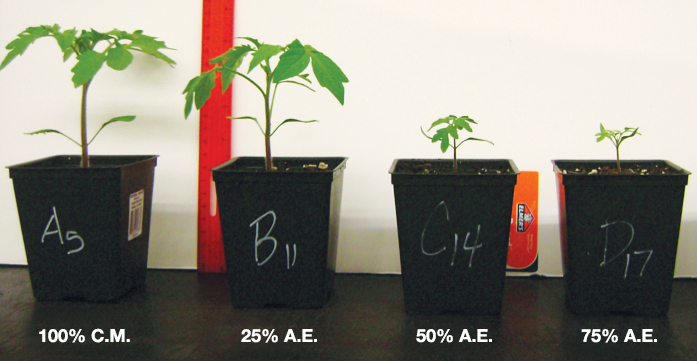
Aquaculture effluent can be an effective fertilizer in land-based plant production. Research with tilapia utilized dewatered aquaculture effluent (A.E.) as a partial substrate replacement for tomato plant seedlings. Seedling growth decreased when effluent replaced a commercial growing mix at 25 percent or more.

Responsibility
Backup oxygen, power systems essential insurance
Although essential, emergency backup systems do not have to be complicated or expensive. For power loss, automated phone dialers alert off-site staff. Backup electric generators provide needed power for aerators, pumps and other equipment.

Intelligence
A land grab for salmon (and shrimp) in upstate New York
The operators of Hudson Valley Fish Farm see their inland locale as a pilot to prove that land-based fish farming, located in close proximity to major metropolitan markets, can be successful.