Norwegian salmon smolt farms embracing RAS to raise production
Farmers targeting smolt sizes up to 1 kg for stocking in sea cages

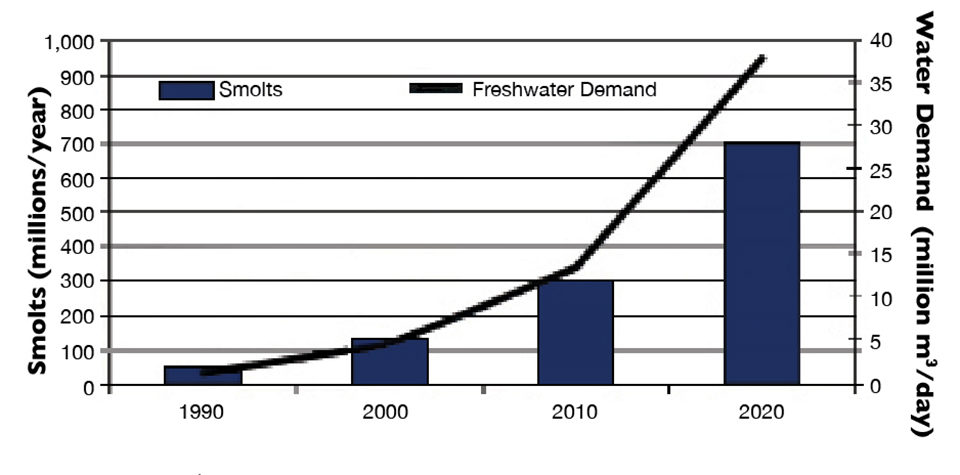
Over the last two decades, the production of fry and smolts at Norwegian hatcheries has more than doubled. An average hatchery now produces about 2 million smolts and fry annually, which corresponds to a biomass of 150 to 200 metric tons (MT). Norway’s total annual production in 2009 was 230 million salmon smolts and approximately 15 million trout smolts. It is also expected that smolt production in the Norwegian hatcheries will increase considerably during the next decade (Fig. 1).
Intensification
Even though most Norwegian hatcheries produce smolts in flow-through systems, increased production capacity at the farms has been made possible by different intensification efforts. The introduction of new technologies allowing injection of pure oxygen into the tanks for aeration, for example, has been a decisive factor for the intensification. Oxygen-supersaturated inlet water allows higher fish densities and reduced water flow.
Correspondingly, effective stripping technologies for preventing high accumulations of carbon dioxide were developed. Because of this, developmently harmful concentrations can be avoided while achieving increased production intensities.
Water exchange
Water exchange rates may fall far below the 0.3-0.4 L/kg fish/minute typical throughout the year in modern hatcheries. But in dry periods with reduced availability for inlet water – which coincide with high biomass peaks within farms before delivery of smolts in spring, late summer and fall – available water can be critical for production.
In such situations, the inlet water needs to be saturated at 200 to 300 percent of oxygen at high temperatures to support the fish stock. The carbon dioxide produced must be controlled to ensure safe conditions for the fish. Systems with partial recirculation of water including oxygenation and carbon dioxide removal are often called “reuse systems.”
Recirculation
In order to continue increasing production capacity for the future, Norwegian smolt farmers need to address more intensive types of water treatment technologies, such as recirculating aquaculture systems that include biofilters for ammonia removal.
Moving-bed biofilters and similar systems with mixed moving-bed/stationary-bed functions have become popular. With biofilm growth areas of 350-650 m2/m3 biofilter volume, the systems are quite compact. Most Norwegian farms are following the trend in installing moving-bed filter reactors.
Moreover, RAS technologies allow intensive production using significantly lower amounts of backup water (Table 1).
Drengstig, Water treatment and consumption, Table 1
| System | Water Treatment | Water Consumption (L/minute/100 kg fish) |
|---|---|---|
| Flow-through systems | Without adding oxygen (aeration only) | 240.0 |
| Flow-through | With oxygen supply | 60.0 |
| Partial recirculation (less 75% than recirculation | Carbon dioxide stripping and particle removal | 7.0 |
| Full recirculation (95% recirculation) | Biofiltration, carbon dioxide stripping and particle removal | 0.6 |
Industry trends
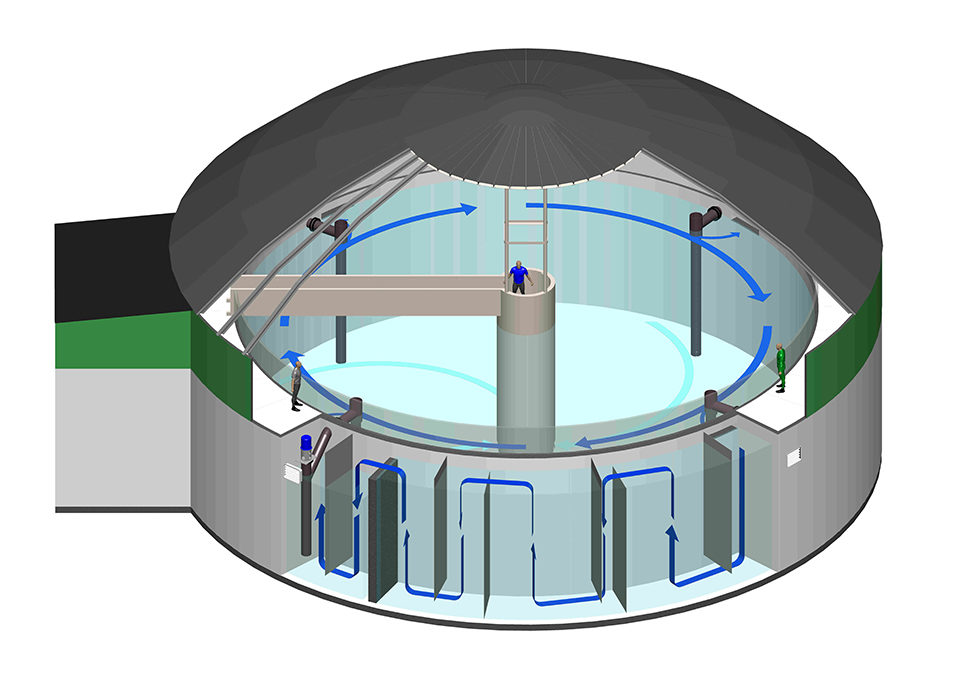
Most new smolt farms are being designed as recirculating aquaculture system (RAS) facilities. Moreover, several farmers are converting existing flow-through/partial-RAS farms with fully RAS technologies. The newer establishments are generally large with annual production capacities of 3 million to 10 million smolts. There is also a significant trend toward installing bigger tanks or production units, with diameters ranging 12 to 16 meters.
Installation of RAS technology requires elevated focus on the removal of particulate matter in order to reduce organic loads in the biofilters. In addition, efficient particle removal has a direct effect on the systems’ availability to achieve proper disinfection of water.
The minimum ultraviolet ray dose required in Norway is 25 mWs/cm2 for seawater intake, RAS farms and farms located on salmon rivers. When using ozone, an adequate level of residual ozone at the end of the contact chamber is essential to ensure killing of bacteria. It has been shown that a 60-second contact time with a 0.2 mg/L ozone concentration was required for efficient inactivation of common fish pathogenic bacteria. Removal of residual ozone is required before the water reaches the fish tanks.
Ultraviolet and ozone tolerances vary significantly among salmonid viruses, and some are highly resistant. In addition, bacteria and viruses associated with particles are partly protected against ultraviolet irradiation and ozonation.
Particle removal
A prerequisite in RAS farms is effective particle removal to obtain proper water disinfection. A study conducted by the Norwegian Institute for Water Research showed that by reducing the mesh sizes of a filter unit from 350 to 50 µ, more than 90 percent improved bacterial removal was obtained by the same ultraviolet dose.
Normal hydraulic water retention times in Norwegian RAS systems vary between one and five days. These farms can be regarded as semi-intensive systems. Fish tank sizes have increased substantially, resulting in more challenges related to efficient particle removal in commercial RAS systems.
Besides being efficient at removing total ammonia nitrogen and some organic compounds, biofilters can provide microbial “matured water” by enriching the water with possible probiotic bacteria.
When installing RAS technologies, farmers also need to utilize proper disinfection methods such as ultraviolet filters or ozonation to depress opportunistic bacteria. In addition to the disinfecting effect, ozone may initiate oxidation of persistent organic compounds, making them easier to degrade by heterotrophic bacteria in the biofilter.
Of course, the hydraulics and self-cleaning of tanks are factors of utmost importance to meet the requirements of reduced organic load. In this way, the nitrifying bacteria in biofilters are given preference. Several new approaches are being introduced to improve the overall process and reduce the investment and running costs of RAS farms in Norway.
Industry development
In 2009-2010, a total of 109 salmon smolt companies and 214 licenses/smolt farms were in operation. Only some 10 percent of these farms turned into full RAS technology in Norway, but six to eight new intensively run RAS farms are expected each year. In addition, the high rate of reconstruction of traditional flow-through systems into reuse systems will continue.
Such reconstruction is often combined with the installation of heat pumps and advanced technologies for oxygenation and flushing of excess carbon dioxide. These intensification attempts have increased the former production capacity more than 50 percent at many farms. In 2009, the upgrading of the hatcheries represented an investment of approximately $130 million – even more than the total investments at the cage farms for grow-out.
At present, several attempts are being made to develop bigger RAS plants for both research and development purposes and industrial-scale production. The Norwegian research company Nofima recently started production in a bigger facility with the aim of conducting large-scale trials in RAS.
AkvaPark Rogaland is also planning industrial-scale production in 2013. The capacity at this farm will be 4,000 MT of 4- to 5-kg salmon annually and include land-based production of smolts and broodstock. The salmon production will be located at the same location at which the company plans increased RAS production of new marine species such as lobsters, sea urchins, scallops, microalgae and macroalgae.
In addition, Norway has some of the leading suppliers of RAS technology worldwide. The industry is undergoing positive changes in adapting to delivering highly intensive and cost-effective technologies to customers all over the world.
The authors’ company, Hobas Ltd., for example, has recently acquired a patent on a new Modular Recirculating Aquaculture System (M-RAS)concept that incorporates modular construction and fully integrated tank and water treatment systems. This unique modular technology can reduce capital and operating costs and increase profits.
Perspectives
The number of RAS farms in Norway is increasing rapidly. The Norwegian government recently lifted the ban on producing smolts larger than 250 grams, so farmers are now targeting smolt sizes up to 1 kg for stocking in sea cages.
Despite current regulatory constraints due to sea lice, escapes and diseases, the Norwegian salmon industry aims to double its annual production to over 2 mmt during the next decade. This clearly demonstrates the need for increased salmon smolt production to bridge the gap between supply and demand.
However, the industry is currently struggling with a deficit in smolt supply, and capacity building is a high priority today. The production goals set by the industry also emphasize the need to find alternative and more effective growout technologies than traditional sea cages.
(Editor’s Note: This article was originally published in the July/August 2011 print edition of the Global Aquaculture Advocate.)
Authors
-

Hobas Ltd.
P. O. Box 391
N-4067 Stavanger, Norway -
SINTEF Fisheries and Aquaculture
Trondheim, Norway -
Norwegian Institute for Water Research
Grimstad, Norway -
International Research Institute of Stavanger
Stavanger, Norway
Related Posts

Intelligence
A land grab for salmon (and shrimp) in upstate New York
The operators of Hudson Valley Fish Farm see their inland locale as a pilot to prove that land-based fish farming, located in close proximity to major metropolitan markets, can be successful.

Intelligence
An inside look at Sino Agro Foods’ giant prawn MegaFarm
Sino Agro Foods has developed a proprietary recirculating aquaculture system that yields high production volumes and profitability. The facility should significantly contribute to seafood production in China and to help satisfy increasing demand for high value, safe and sustainably produced seafood.

Intelligence
Aquaculture UK: Stepping up to the plate
There’s considerable opportunity to grow the UK aquaculture industry. At the Aquaculture UK exhibition and conference in Aviemore, Scotland shows the way.

Innovation & Investment
At seafood investor forum, a ‘blue-sky’ outlook and a search for the next salmon
At the IntraFish Seafood Investor Forum in New York, “all roads lead to salmon.” Buoyed by high prices and soaring demand, the sector is an example worth following. But it’s not without its challenges.