Inline quality assurance, part 3
Maintenance

In the pelleting cost center, the ingredient mixture is placed in a holding bin above the pellet mill until it is pelleted. Pelleting is defined as the agglomeration process of a mash meal that is forced or extruded through a die. The force to extrude the mixed formula through the die is imparted by the rollers (as discussed previously) and the opposing friction force exerted by the forming die in the opposite direction of the flow. The resulting product, usually of cylindrical shape, is what we know as a pellet.
Equipment cleanliness
As in the grinding and mixing cost centers, the operator of the pelleting cost center is responsible for controlling the process and ensuring that the product meets quality standards. In the pelleting process, the operator must first ensure that the line is properly cleaned and, if possible, sanitized.
Preconditioner
Prior to the start-up of the line, the operator must check the condition of the preconditioner. Here is where the mash meal is subjected to steam, creating a hot and humid environment.
An improperly cleaned preconditioner can be a reservoir for the growth of mold and other pathogenic microorganisms. Therefore, it is very important that this unit be thoroughly cleaned by removing any build-ups from the paddles, walls of the chamber, and any dead spots. If the preconditioner is equipped with steam jackets, these should be turned on to heat up the unit and dry any residues left therein.
After drying its contents, the unit should be opened and cleaned thoroughly. This cleaning and sanitation procedure should be carried out at least once a day to ensure that no moist organic matter is left in the preconditioner, where it could be a source of cross contamination.
Holding bin
Often overlooked, but as critical as the preconditioner, is the mash meal holding bin. It is possible for steam injected into the preconditioner to find its way to the holding bin. If this happens, the steam can condense on the walls of the bin and provide the moist, humid environment for pathogens to grow and thrive. Therefore, it is very important that holding bins or surge hoppers be equipped with inspection doors so they can be checked when empty for material build-up and mold growth.
Under practical conditions, holding bins should be inspected at least once a week or whenever the operator has detected a situation where steam could have moved up from the preconditioner to the holding bin.
A good example of a case where steam moves to the holding bin is when the operator runs out of mixed formula in the bin but continues running the preconditioner. When running full of meal, the feeder forms a plug that prevents steam movement. Under empty conditions, the steam can easily move up to the holding bin, condense on its cold walls, and form a layer of moist material where microorganisms can grow. When the operator runs into such a situation, he/she must record it on the control sheet, indicating the cause and required clean up of the holding bin.
Screw feeder
It is also very important to check the screw feeder. Located at the bottom of the holding bin between the bin and preconditioner, this unit provides mash meal to the preconditioner. Material build-up in the screw feeder can also be a source of cross contamination to the incoming meal. Because screw feeders can be difficult to open for inspection, operators should ask the maintenance department to check these units weekly to ensure cleanliness.
Since material build-up also occurs on preconditioner paddles and walls, start up with a cleaned preconditioner and check the paddle configuration. The paddles should be adjusted to a specified angle with the forward or reverse pitch configuration that provides the best amount of fill and residence time to allow the meal to be conditioned with steam.

Recommended checklist
Prior to starting the pelleting process, operators must ensure that the following equipment is clean and in good working condition:
- holding bin
- feeder
- preconditioner
- chute or transition between
- preconditioner and pelleting die
- chute between pellet mill and postconditioner or dryer/cooler
- conveying equipment
- steam line
- pellet mill knives (including state of wear)
- deflectors (including state of wear)
- feed cone (including state of wear)
- die.
Controlling processing conditions
Once the operator is sure the preconditioner, holding bin, and pellet mill are in good working order and clean, the pelleting process can be started. Upon starting, the operator must collect samples of the mixed formula before the preconditioner and determine its moisture, temperature, and bulk density. The moisture content can be measured on site using infrared lamps.
Once the process has started, samples must also be collected at the exit of the preconditioner and measured directly for temperature as well as moisture content. Based on the results of the measurements, the operator can make adjustments to the feed rate, pre-conditioner speed, and steam addition to achieve the desired mash temperature and moisture. All data collected must be properly recorded.
Remember that starting with a cold, low-moisture mash meal will require more residence time in the preconditioner to achieve both the target moisture and temperature. The operator could very well achieve a high-temperature meal but without the adequate moisture content to form good-quality pellets that are adequately water stable. Therefore, it is critical to start with a mash meal of adequate moisture content and temperature to ensure that the specified operating conditions can be achieved.
Mash meals too low in moisture require long residence times in the pre-conditioner, but too much moisture can cause pellet die blockages. Similarly, low-temperature meals require more energy to achieve the desired temperature.

Material sampling
The operator must also do periodical catch tests to determine the actual mass flow rate or productivity. This can be done at the exit of the preconditioner, where the flow of the hot meal is diverted out to a preweighed container for a period of 15-30 seconds. The amount collected is weighed and recorded in the data sheet.
This value is important because it gives the actual capacity of the pellet mill under the specified mash temperature, moisture, and residence time to ensure consistent pellet quality. Any deviation above or below the optimum operating range can adversely affect the pellets’ physical integrity.
The bulk density of the material collected at the start of the process can be a good indicator that a specific formula is being used. Note that the bulk density of the mash meal is affected by both the ingredients in the formula and particle size. Therefore, if a mistake is made in the mixing operation, this can be detected downstream in the pelleting line simply because the bulk density for a specified formula is out of range.
At the exit of the die, the operator should collect pellets every 30 minutes and measure their temperature and moisture. If the pellets are sent to a postconditioner, data like residence time, pellet temperature inside the unit, steam pressure (if applied), and pellet temperature at exit should also be collected.
Operators should also collect samples of the pellets exiting the cooler and record their temperature and moisture. The samples should be sent to the quality assurance lab so they can be tested for water stability, pellet durability, and percentage of fines.
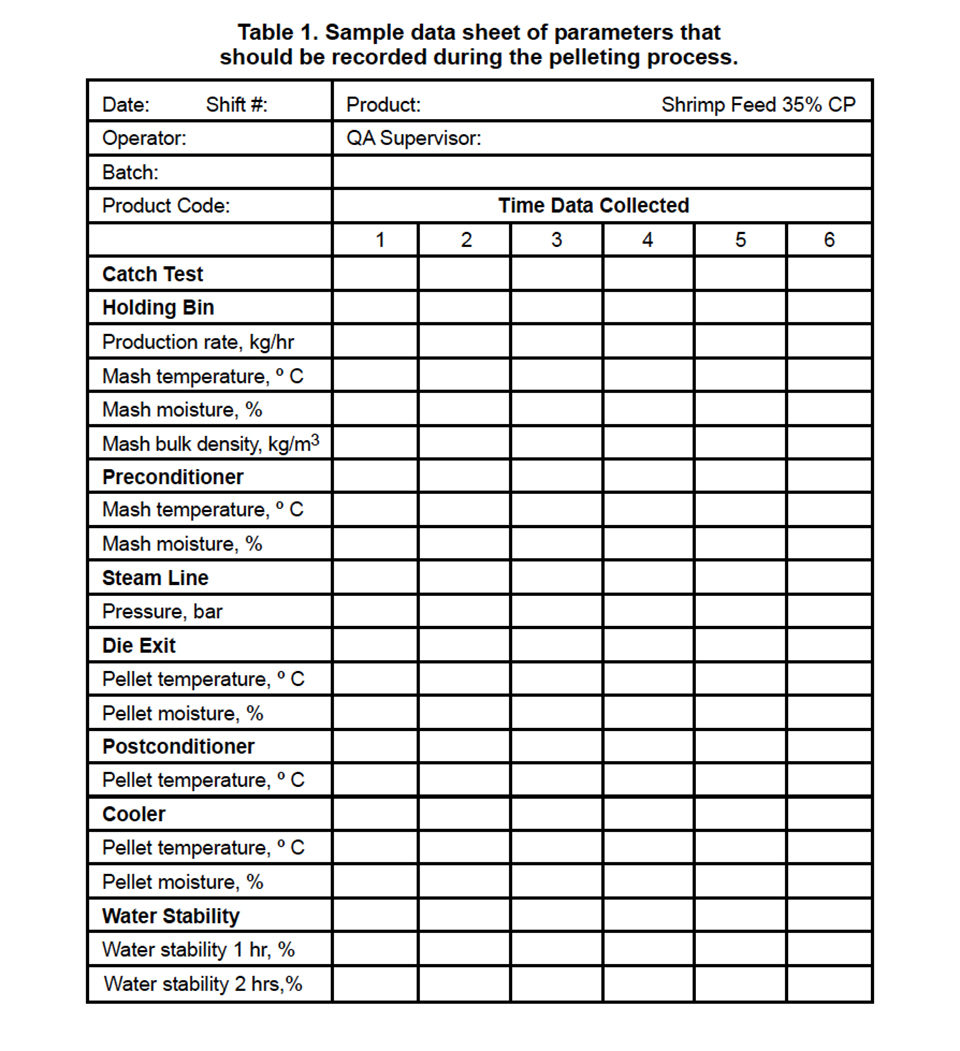
All parameters of interest that should be recorded during the pelleting process are presented in Table 1. Data collection should not be regarded only as a means to control the process under the specified parameters. It is also a tool to correlate processing conditions with product attributes such as pellet durability and water stability. In addition, data collection can be a tool for the maintenance department to record the useful life of dies as it relates to quality and capacity reductions.
Conclusion
In the pelleting process, it is important to maintain strict processing guidelines to ensure the consistent daily production of optimum-quality shrimp feeds. Clean units of operation, as well as optimum processing conditions, can ensure the production of the best possible quality feed that meets the nutritional and physical standards of the target species.
(Editor’s Note: This article was originally published in the February 2004 print edition of the Global Aquaculture Advocate.)
Now that you've reached the end of the article ...
… please consider supporting GSA’s mission to advance responsible seafood practices through education, advocacy and third-party assurances. The Advocate aims to document the evolution of responsible seafood practices and share the expansive knowledge of our vast network of contributors.
By becoming a Global Seafood Alliance member, you’re ensuring that all of the pre-competitive work we do through member benefits, resources and events can continue. Individual membership costs just $50 a year.
Not a GSA member? Join us.
Author
-

5416 Lafayette Lane
Frisco, Texas 75035 USA
Related Posts

Aquafeeds
A look at protease enzymes in crustacean nutrition
Food digestion involves digestive enzymes to break down polymeric macromolecules and facilitate nutrient absorption. Enzyme supplementation in aquafeeds is a major alternative to improve feed quality and nutrient digestibility, gut health, compensate digestive enzymes when needed, and may also improve immune responses.

Aquafeeds
A look at the SME controlled extrusion process
A study was conducted using a Twin-Screw Extruder equipped with Specific Mechanical Energy (SME) and Density Control valves, to determine the effect of SME on the water stability of shrimp feeds. Further research is needed to evaluate the performance.

Aquafeeds
Inline quality assurance, part 2
The mixing cost center is the heart of the feed-manufacturing process. It is critical that it is under strict quality assurance guidelines.
Aquafeeds
Inline quality assurance, part 1
However, starting with high-quality ingredients does not ensure high-quality feed unless strict guidelines are implemented in all processing cost centers.