Aquatic feed manufacturing, part 2
Grinding shrimp feeds
The first processing step in the production of shrimp feeds is the grinding of ingredients for a formula, either individually or as a group. Grinding reduces the particle size of the ingredients through the use of a hammermill or pulverizer.
Improved efficiency
Particle size reduction is required to improve feed efficiency, which is the result of increasing the surface area of the materials being processed. Grinding increases the amount of material exposed to the animals’ digestive systems, which ultimately can lead to a more complete digestion with better feed conversions.
Particle size reduction is also required for secondary processes such as mixing, pelleting, or extrusion. The mixing process is very important in shrimp feed preparation, and both grinding and mixing must be designed to maximize the homogenization of the final feed.
Feed stability
Particle reduction also has a very important role in the water stability of shrimp feed. With smaller particles, there is more surface area exposed to absorb moisture and heat during preconditioning steps in the pelleting process. Heat is necessary to activate natural binding agents in the mix, such as starch and proteinaceous materials like gluten.
Improved stability
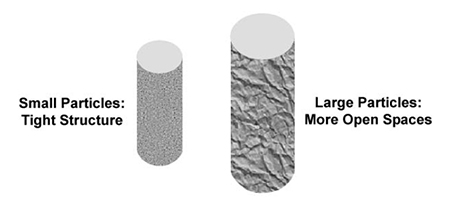
The larger surface area also allows for more contact points between particles, and reduces the spaces or voids between particles when the meal is subjected to high pressures in the forming die during the pelleting process. This compaction forms a tight structure that prevents water penetration, thus improving water stability of the feed.
![Ad for [BSP]](https://www.globalseafood.org/wp-content/uploads/2025/07/BSP_B2B_2025_1050x125.jpg)
Conversely, larger particles produce pellets with voids, cracks, and/or rough surfaces that allow water to penetrate and disintegrate the pellet in a very short time, even before the shrimp have a chance to consume it . Feed that is not consumed can increase the oxygen demand in ponds and reduce feed conversion drastically.
Adequate particle size
In shrimp feeds, it is necessary to reduce particle size to as low as 170 μ. For adequate feed conversion, it is generally recommended that the particle size distribution be 250 μ, or maximum 5 percent retained in 60-mesh Tyler screen. For larval feeds, sizes of 170- 180 μ, or maximum 5 percent retained in 80-mesh screen are suggested.
Pellet diameter
The particle size of the meal is also directly related to the diameter of the pellet produced in the pelleting operation. With pellet diameters as small as 2 mm, the diameter the particles should not be larger than 250 μ.
Larger particles reduce feed quality
A particle size distribution larger than recommended for the die diameter can also reduce the efficiency of the pelleting press. This is because the pellet mill would be working as a grinder rather than an extruding press.
Also, larger particles create stress points in the pellet, further reducing pellet efficiency and overall pellet quality. Larger particles produce structures with more open spaces (Fig. 1), which can become avenues for water penetration when submerged, and thus reduce water stability of the feed.
High-oil ingredients
Shrimp feed formulas require high protein levels, which can only be achieved using ingredients such as fishmeal, shrimp head meal, squid meal, clam meal, and soybean meal. However, many of these protein sources have high oil content that can clog the fine-mesh screens used to obtain the small particle size required for shrimp and larval finfish. To avoid clogging, it is recommended that high-oil ingredients be ground together with low-oil ingredients such as cereal grains.
Low-oil ingredients
The most common ingredients used in combination with high-oil-protein meals are whole wheat, wheat flour, soybean meal, and wheat gluten. Fibrous ingredients like wheat middling do not grind well. Fiber particles can be reduced in size to a point, but because they are flexible, they can be pulled through the screen by the air-assist system. Within pellets, large fiber pieces act as avenues for water penetration, and when soaked will expand, creating voids and pellet disintegration.
Postgrinding
The combination or preblending of ingredients is known as postgrinding. This process is becoming more popular in aquaculture feed operations, because it offers the opportunity to grind all ingredients to a similar particle size. Other advantages of postgrinding are that it does not require storage for the individual ingredients or a controlled grinding process for each ingredient.
Hammermills

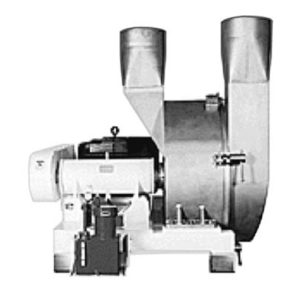
Hammermills (Fig. 2) have long being used for particle reduction in the animal feed industry. A hammermill unit consists of a rotor assembly with two or more rotor plates fixed to a main shaft. The actual working parts are the hammers and the screen. Size reduction in a hammermill is the result of impact between the rapidly moving hammer and the incoming material.
Further impacts occur between particles, and between particles and screen. In most aquaculture feed operations, two or more hammermills are used in sequence to achieve 250 μ or less particles. This is because hammermills are only efficient in grinding down to 300 μ.
To achieve smaller particles would require a grinding circuit with sifters in between, to recycle coarser particles back to the hammermill for further grinding. This can be an inefficient process, particularly with materials that are difficult to grind. A typical hammermill in aquaculture feed operations runs at 3,600 rpm, which is twice as fast as the normal speed used in farm animal feeds.
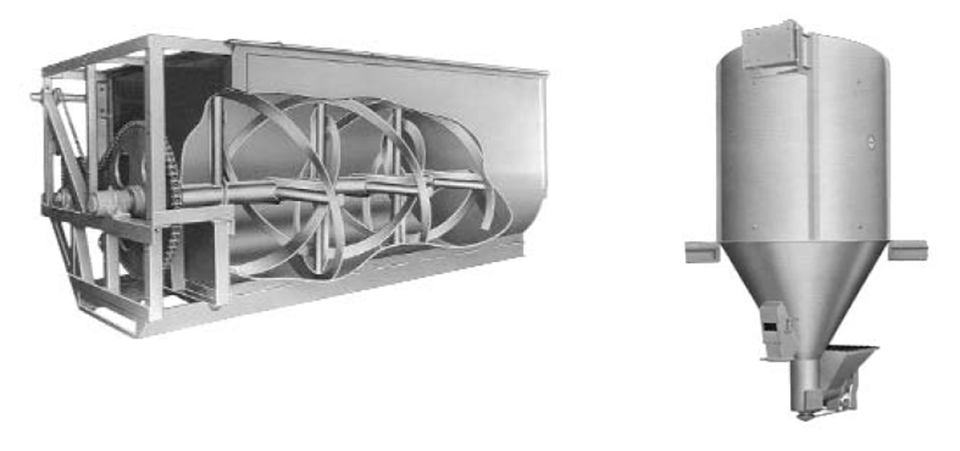
Pulverizer/air classified mill
Apulverizer or air-classified (Fig. 3) mill is the most common choice when particle size must be below 300 μ. This type of mill is capable of reducing particle size down to 100 μ.
Pulverizers can achieve smaller particle sizes than hammermills because their hammers rotate at higher tip speeds (27,000 vs. 22,000 fpm). They also use air to control the particle size. Another advantage of pulverizers is the fact that they have no screens to blow out or clog. The disadvantage of air swept pulverizers is the initially high cost.
Conclusion
When comparing grinding systems, it is necessary to consider the type of feed (particle size), quality of product (pellet durability and water stability), and final production cost (kilowatts per ton) of the ground feed. Grinding accounts for up to 60 percent of the costs in the feed manufacturing process.
Grinding costs include not only energy usage, but also any potential losses due to fines. Regardless of the equipment used, it is very important to include bag filters and carefully design equipment to collect and control the dust generated. Most importantly, locate the grinding center in an open area to prevent dust explosions.
(Editor’s Note: This article was originally published in the June 2001 print edition of the Global Aquaculture Advocate.)
Now that you've reached the end of the article ...
… please consider supporting GSA’s mission to advance responsible seafood practices through education, advocacy and third-party assurances. The Advocate aims to document the evolution of responsible seafood practices and share the expansive knowledge of our vast network of contributors.
By becoming a Global Seafood Alliance member, you’re ensuring that all of the pre-competitive work we do through member benefits, resources and events can continue. Individual membership costs just $50 a year.
Not a GSA member? Join us.
Author
-

Frisco, Texas, USA
Related Posts

Aquafeeds
Aquatic feed manufacturing, part 1
High-quality aquatic feed manufacturing depends on accurate definition of nutrition requirements, selection of quality ingredients and proper methods.
Aquafeeds
Aquatic feed manufacturing, part 3
The mixing process is the heart of aquatic feed manufacturing. All the ingredients of a formula designed for the target animal are put together.

Aquafeeds
Least-cost formulation software in shrimp aquafeed production
The use of properly and efficiently formulated feeds using least-cost formulation software is an important determinant of a successful crop.
Aquafeeds
Inline quality assurance, part 1
However, starting with high-quality ingredients does not ensure high-quality feed unless strict guidelines are implemented in all processing cost centers.